Share
Pin
Tweet
Send
Share
Send
Der gleiche Vorgang kann erforderlich sein, um ein Metallsägeblatt aus 1X6VF-Stahl zu bohren, aus dem einige nützliche Produkte hergestellt werden können. Ein Stück Klinge aus einer mechanischen Säge aus 9XF-Stahl eignet sich nicht nur zur Herstellung von Messern, sondern beispielsweise auch für nicht standardisierte Schlüsselringe.

Notwendiges Werkzeug und Muster
Alle in Betracht gezogenen und andere Marken von Schnellarbeitsstählen werden mit speerförmigen (Feder-) Bohrern auf einer Fliese mit unterschiedlichen Designs gebohrt. So werden beispielsweise Schenkel rund oder sechseckig ausgeführt, was für die Hauptarbeit - das Bohren - nicht von grundlegender Bedeutung ist.

Sie werden in fast allen Baumärkten oder Verkaufsstellen, in denen Werkzeuge aller Art verkauft werden, frei verkauft. Was sehr wichtig ist, sind Bohrer dieses Typs und Verwendungszwecks insofern attraktiv, als sie kostengünstig sind.
Zum Bohren von Schnellarbeitsstählen werden auch Kegel mit verschiedenen Formen und Gestaltungen benötigt. Mit ihrer Hilfe werden Genauigkeit, Reinheit, Form und der erforderliche Durchmesser des Bohrlochs sichergestellt.

Wir müssen die folgenden Proben bohren:
- ein Stück aus einer Gattersäge aus Stahl der Güteklasse 9HF.
- ein Sägeblatt aus 1H6VF Stahl.
- HSS-Stahlsägeblatt.
Das Bohren von Proben von Schnellarbeitsstählen
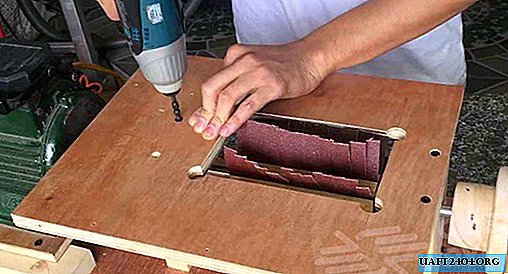
Beginnen wir mit dem Sägeblatt der Metallsäge. Als Werkzeug wählen wir einen gebrauchten Stiftbohrer auf einer Fliese, die bereits mehr als einmal auf einer Diamantscheibe geschliffen wurde. Das heißt, von der Schärfung durch die Fabrik, die zweifellos das beste Ergebnis liefern würde, ist nichts mehr übrig geblieben.
Wir setzen unser Werkzeug in das Bohrfutter ein und beginnen mit dem Bohren ohne Fett oder Kühlung. Wählen Sie als Betriebsart niedrige Geschwindigkeit. Wir bemerken, dass der Prozess langsam ist, aber mit etwas Geduld wird nach einer Weile eine konische Aussparung auf der Leinwand erzielt, eine Art Senkung, die durch die Form unseres Bohrers verursacht wird.

Wir bohren, bis ein Tuberkel auf der anderen Seite erscheint.

Danach drehen wir die Leinwand um und setzen den vom Tuberkel geleiteten Prozess fort.


Durch abwechselndes Bohren von der einen oder anderen Seite erreichen wir eine Vergrößerung des Lochdurchmessers, bis wir die gewünschte Größe erhalten.

Die nächste Probe ist ein Sägeblatt einer Gattersäge. Der Bohrort wird an der Basis der Zähne gewählt, wo das Material die größte Härte aufweist.

Der Prozess ist auch nicht sehr schnell, aber stetig. Dies ist an der allmählich zunehmenden Menge an Spänen um den Bohrer zu erkennen.

Wir stellen fest, dass die Arbeit schneller ist, wenn Sie das Werkzeug leicht hin und her bewegen. Dies hilft, Späne aus dem Schneidbereich zu entfernen.
Wir bohren einerseits weiter, bis die Spitze des Werkzeugs die gesamte Dicke des Metalls durchdringt und auf der anderen Seite unserer Probe einen kleinen Tuberkel bildet.

Da die Dicke des Metalls größer ist als die des Blechs, müssen Sie den in der Mitte des Prozesses verwendeten Bohrer austauschen oder schleifen. Drehen Sie danach die Probe um und bohren Sie weiter.


Buchstäblich nach einigen Umdrehungen des Bohrers wird ein Durchgangsloch gebildet. Wenn wir den Prozess fortsetzen, erreichen wir den erforderlichen Durchmesser für das Gegenstück.
Bringen Sie das Loch mit einem geeigneten Kegel.

In unserem Fall ist es am bequemsten, ein konisches Formwerkzeug zu verwenden. Es ist einfacher und schneller, die erforderliche Lochgröße zu erreichen und ihr eine zylindrische Form zu geben.

Nach einem Kugelschreiber mit großer Verjüngung hat das Loch einen anderen Durchmesser: Näher an der Oberfläche der Probe ist es in der Mitte größer und kleiner.

Wir bohren das Blatt mit einer mechanischen Säge.

Auch hierfür wählen wir die Zone näher an den Zähnen aus, da an dieser Stelle das Metall aufgrund der speziellen Aushärtung härter ist.


Der Prozess scheint im Vergleich zu den beiden vorherigen Beispielen schneller zu verlaufen. Dies ist an der Intensität der Spanbildung und dem Erhalt eines Durchgangslochs ohne Bohren von der Rückseite zu erkennen.

Um das Loch auf den gewünschten Durchmesser zu bringen und ihm eine zylindrische Form zu geben, wie in den vorherigen Fällen, hilft einer der Kegel.




In der Praxis waren wir davon überzeugt, dass alle Marken von Schnellarbeitsstählen mit gewöhnlichen chinesischen Stiftbohrern auf einer Fliese gebohrt werden. Die Hauptvorteile sind die Zugänglichkeit und der günstige Preis. Auch hier bieten sich Standardkegel an, durch die der Durchmesser der Löcher vorgegeben wird und die eine zylindrische Form erhalten.
Abschließende Tipps und Kommentare
Durch die Verwendung von Leinöl zum Bohren (es wird bei der Arbeit mit rostfreiem Stahl verwendet und enthält Ölsäure in seiner Zusammensetzung) kann die Produktivität gesteigert, das Werkzeug seltener geschleppt und die Reinheit der Verarbeitung erhöht werden.
Die Praxis zeigt, dass das Bohren von Schnellarbeitsstählen produktiver wird, wenn Sie zuerst Bohrer mit kleinerem Durchmesser und dann mit größerem Durchmesser verwenden.
Einige Handwerker verwenden in Deutschland hergestellte oder für Betonarbeiten verwendete Schrauben als Werkzeuge zum Bohren von Schnellarbeitsstählen. Ihr Unterscheidungsmerkmal - auf dem Kopf befindet sich ein Buchstabe "H" (gehärtet - gehärtet).
Share
Pin
Tweet
Send
Share
Send