Share
Pin
Tweet
Send
Share
Send

All diese Faktoren zwingen Volkshandwerker, wenn es in einem solchen Instrument notwendig wird, nach unabhängigen Wegen ihrer Herstellung zu suchen. Besonders oft brauchen sie diejenigen, die Autos, Motorräder und andere Fahrzeuge reparieren.
Beispielsweise werden mit einfachen Kugelmühlen die Kanäle in den Zylinderköpfen von Motoren während ihrer Reparatur gebohrt. Fast auch nur sie können gekrümmte Kanäle effizient und präzise verarbeiten. Kein anderer Fräsertyp ist für solche Arbeiten geeignet. Eine speziell angefertigte Bohrmaschine kann zum Antreiben einer selbst hergestellten Kugelmühle verwendet werden.
Eine Kugelmühle (Rollenschneider, Bormühle) kann aus einer Kugel mit geeignetem Durchmesser aus einem Kugellager oder aus einem Kugelgelenk für die Lenkung oder die Aufhängung eines Autos hergestellt werden. Für die Herstellung dieser Teile wird harter Stahl verwendet, und daher haben Schneidwerkzeuge von diesen gute Schneideigenschaften.
Wählen Sie als Werkstück eine Kugel aus einem Lager mit einem Durchmesser von 33 mm. Was können wir brauchen, um Zapfen herzustellen?
Werkzeuge und Materialien
Sie können mit einem Minimum an Werkzeugen tun:
- Schleifmaschine mit Schneid- und Drehscheibe.
- Schweißgerät.
- Schraubstock für Metall.
- Messschieber und Marker.
Die Menge der erforderlichen Materialien, die die Leistungsprüfung eines selbstgebauten Borschneiders berücksichtigt, ist ebenfalls kurz.
Wir werden brauchen:
- Kugel mit einem Durchmesser von 33 mm.
- Nuss.
- Dorn mit Gewinde an einem Ende.
- Motorblock für Motorräder.
Der Prozess der Herstellung von Zapfen
Wenn Sie alle technologischen Regeln für die Herstellung von Werkzeugen aus gehärtetem Metall befolgen, sollten Sie diese zunächst freigeben, um die spätere Bearbeitung zu erleichtern. Dafür brauchen Sie aber einen Muffelofen, den wir nicht haben. Aus diesem Grund benötigen wir etwas mehr Zeit, Mühe und Verschleiß für die Gewinde- und Drehscheiben, was nicht allzu schwierig ist, da wir nur eine Kugelmühle herstellen.
Messen Sie den Durchmesser der ausgewählten Kugel erneut mit einem Messschieber und stellen Sie sicher, dass eine Metallschicht von 0,5 mm von der Oberfläche entfernt werden muss. Schließlich brauchen wir einen Kegel mit einem Durchmesser von 32 mm.

Der Dorn könnte hergestellt werden, indem ein Sackloch in die Kugel gebohrt und anschließend eingefädelt wird. Dies wird jedoch nicht so einfach sein, da Sie in diesem Fall auf jeden Fall das Metall des Werkstücks lösen müssen, eine spezielle Vorrichtung zum Halten der Kugel während der Bearbeitung und natürlich eine Bohrmaschine, die nicht verfügbar ist.

Daher halten wir bei der Ausführung mit einer aufgeschweißten Mutter und einem in das Metallgewinde eingeschraubten Dorn an. Halten Sie dazu die Kugel in einen Schraubstock und befestigen Sie die Mutter mit einem Schweißgerät auf dem Werkstück. Nach dem Schweißen die entstandene Masse schnell in Wasser abkühlen, um ein Freisetzen des Metallballs zu verhindern.


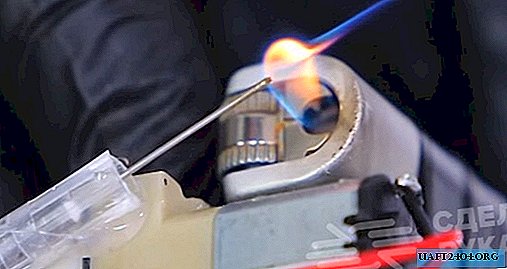
Schrauben Sie den Dorn sicher in die Mutter und befestigen Sie ihn in der Spindel einer elektrischen Bohrmaschine oder Schleifmaschine, die wiederum mit Klammern oder einem Schraubstock sicher befestigt werden muss. Alles ist bereit, um den Durchmesser der Kugel auf die gewünschte Größe einzustellen.

Dazu drehen wir die Spindel mit dem festen Werkstück und entfernen das Metall mit Hilfe einer Drehscheibe und einer Schleifmaschine. Dabei überwachen wir ständig den Durchmesser der bearbeiteten Kugel mit einem Messschieber.

Nachdem wir das gewünschte Querformat (32 mm) erhalten haben, stoppen wir die Bearbeitung.
Jetzt ist alles bereit für die Bildung von Schneidezähnen. Wir befestigen das Werkstück in einem Schraubstock für Metall am Schaft und fahren mit Hilfe eines Schleifers mit einer Trennscheibe mit der Ausführung der Längsnuten fort, die erforderlich sind, um Schneidkanten zu erhalten.

Es stellt sich die Frage, wie viel die Nuten machen sollen. Die Antwort ist eindeutig: Je härter das bearbeitete Material, desto mehr sollte es geben. Da wir den Motorradzylinderblock aus Duraluminium restaurieren müssen, genügen 10 Rillen, um 9 Schneiden zu erhalten.
Mit der Drehscheibe entfernen wir das überschüssige Metall, um ein trapezförmiges Profil der in Drehrichtung des Werkzeugs gerichteten Zähne zu erhalten. Diese Operation ist die komplexeste und wichtigste, daher muss sie mit aller Aufmerksamkeit und Genauigkeit ausgeführt werden. Danach können wir davon ausgehen, dass der Kegel für die beabsichtigte Arbeit vollständig bereit ist.

Es bleibt in der Praxis am Zylinderblock vom Ural-Motorrad oder von jedem anderen mit den gleichen Lochgrößen zu überprüfen. Während des Betriebs muss der Fräser regelmäßig mit Öl geschmiert werden. Damit der Prozess intensiver und ohne unnötigen Aufwand am Antrieb abläuft.



Warnungen und Hinweise
Bei der Arbeit mit einer Kugelmühle ist es erforderlich, die Augen mit einer Brille zu schützen und Handschuhe an den Händen zu tragen. Natürlich sollte die Mühle mit einer Schutzabdeckung versehen sein. Tatsache ist, dass bei der Verarbeitung von Weichmetallen die Späne unterschiedlich groß sind, was dazu führt, dass sie in alle Richtungen und über große Entfernungen streuen.
Für das Werkzeug ist es rentabler, die Schneiden nicht in Längsrichtung zur Drehachse, sondern in einem Winkel zu positionieren. Dann arbeitet der Cutter weicher, produktiver und das Risiko eines unbefugten Verdrehens wird geringer.
Um die tangentiale Unrundheit des Werkzeugs zu beseitigen, ist es rentabler, einen Kegel aus dem Kugelgelenk des Lenkrads eines Autos herzustellen. Dann muss kein Dorn hergestellt werden, da dieser bereits vorhanden ist und gleichzeitig in Bezug auf die Kugel perfekt zentriert ist.
Share
Pin
Tweet
Send
Share
Send